-
81 характеристики
характеристики
—
[ http://www.iks-media.ru/glossary/index.html?glossid=2400324]Тематики
- электросвязь, основные понятия
EN
5.2 Характеристики
5.2.1 Краны должны обеспечивать подачу воды на смыв при минимальном рабочем давлении 0,1 МПа в количествах и с расходами, указанными в таблице 1.
Таблица 1
Условный проход крана Dy, мм
Расход воды, л/с
Количество воды, поступающей на смыв за один цикл, л
мин.
макс.
мин.
макс.
10, 15
0,2
1,0
0,6
4,0
20
1,0
1,7
4,0
7,0
25
1,5
2,0
6,0
8,0
5.2.2 Краны должны иметь устройство для регулирования количества воды, подаваемой на смыв.
5.2.3 Краны должны быть герметичны и выдерживать пробное давление воды не менее 1,6 МПа для кранов I группы и не менее 0,9 МПа - для кранов II группы.
5.2.4 Краны должны обеспечивать плотное закрытие при рабочих давлениях до 1,0 МПа для кранов I группы и до 0,6 МПа - для кранов II группы.
5.2.5 Конструкция крана должна исключать возможность обратного всасывания загрязненной воды в водопроводную сеть из промываемых приборов при возникновении разрежения в системе водопровода до 0,08 МПа. При этом высота подъема воды в смывной трубе не должна превышать 250 мм.
5.2.6 Конструкция крана должна обеспечивать такое его закрытие, при котором давление воды в водопроводной сети перед ним не должно увеличиваться более чем на 50% по сравнению со статическим давлением.
5.2.7 Усилие на пусковое устройство (ручка, кнопка) крана, необходимое для его открытия, не должно быть более 35 Н, а открывание и закрывание вентиля должно происходить при крутящем моменте не более 2Н × м при давлениях, указанных в п. 5.2.4.
5.2.8 Технический ресурс кранов с учетом замены резино-технических изделий должен составлять не менее 100000 рабочих циклов, наработка до отказа - не менее 50000 циклов.
5.2.9 Краны должны классифицироваться по трем акустическим группам I, II, III в зависимости от значения La - уровня шума арматуры в дБА или Ds - приведенной разности уровней в дБА в соответствии с таблицей 2 для вновь разрабатываемой водоразборной арматуры.
Таблица 2 Уровень шума в дБА
Акустическая группа
Ds
La
I
³ 25
£ 20
II
³ 25
£ 30
III
< 15
< 50
5.2.10 Параметр шероховатости видимых в условиях эксплуатации поверхности деталей с защитно-декоративным гальваническим покрытием должен быть Ra £ 0,63 по ГОСТ 2789.
5.2.11 Наружная видимая после монтажа поверхность крана из цветных металлов должна иметь защитно-декоративное гальваническое покрытие вида Н9.б.Х.б по ГОСТ 9.303.
Допускается применение других видов защитно-декоративных покрытий, обеспечивающих качество защиты и декоративность в течение установленного ресурса.
5.2.12 Защитно-декоративное покрытие должно быть сплошным, не иметь отслаивания покрытия и др. дефектов и должно удовлетворять ГОСТ 9.301.
5.2.13 Детали, изготовленные из пластмасс, не должны иметь трещин, вздутий, наплывов, раковин, следов холодного спая и посторонних включений, видимых без применения увеличительных приборов. Выступы или углубления в местах удаления литников не должны превышать 1 мм, а следы от разъема пресс-форм - не более 0,5 мм.
Не допускаются отклонения формы деталей, влияющие не качество их сопряжений.
5.2.14 Детали крана, изготовленные из металла, не должны иметь видимых дефектов (вмятин, гофр, царапин и др.).
5.2.15 Основные размеры метрической резьбы должны соответствовать требованиям ГОСТ 24705 с допусками по ГОСТ 16093, степень точности 7Н - для внутренней и 8g - для наружной резьбы.
Резьба должна быть чистой и не иметь поврежденных витков. Сбеги резьб, недорезы проточки и фаски должны выполняться по ГОСТ 10549. Не допускается наличие сорванных витков, а также заусенцы на поверхности резьбы, препятствующие соединению деталей.
Источник: ГОСТ 11614-94: Краны смывные полуавтоматические. Технические условия оригинал документа
1.2. Характеристики
1.2.1. Качественные показатели зол различных видов должны соответствовать требованиям, указанным в таблице.
Наименование показателя
Вид сжигаемого угля
Значение показателя в зависимости от вида золы
I
II
III
IV
1. Содержание оксида кальция (СаО), % по массе:
для кислой золы, не более
Любой
10
10
10
10
для основной золы, св.
Бурый
10
10
10
10
в том числе:
свободного оксида кальция (СаОсв) не более:
для кислой золы
Любой
Не нормируется
для основной золы
Бурый
5
5
Не нормируется
2
2. Содержание оксида магния (MgO), % по массе, не более
Любой
5
5
Не нормируется
5
3. Содержание сернистых и сернокислых соединений в пересчете на SO3, % по массе, не более:
для кислой золы
Любой
3
5
3
3
для основной золы
Бурый
5
5
6
3
4. Содержание щелочных оксидов в пересчете на Na2O, % по массе, не более:
для кислой золы
Любой
3
3
3
3
для основной золы
Бурый
1,5
1,5
3,5
1,5
5. Потеря массы при прокаливании (п.п.п.), % по массе, не более:
для кислой золы
Антрацитовый
20
25
10
10
Каменный
10
15
7
5
Бурый
3
5
5
2
для основной золы
Бурый
3
5
3
3
6. Удельная поверхность, м2/кг, не менее:
для кислой золы
Любой
250
150
250
300
для основной золы
Бурый
250
200
150
300
7. Остаток на сите № 008, % по массе, не более:
для кислой золы
Любой
20
30
20
15
для основной золы
Бурый
20
20
30
15
Примечания:
1. Допускается в основных золах содержание свободного оксида кальция СаОсв и оксида магния MgO выше указанного в таблице, если обеспечивается равномерность изменения объема образцов при испытании их в автоклаве или применение этих зол обосновано специальными исследованиями бетона по долговечности с учетом конкретных условий эксплуатации.
2. Допускается в золах содержание сернистых и сернокислых соединений и потеря массы при прокаливании выше указанных в таблице, если применение этих зол обосновано специальными исследованиями по долговечности бетонов и коррозионной стойкости арматуры.
3. Допускается в золах I - III видов больший остаток на сите № 008 и меньшая величина удельной поверхности, чем указано в таблице, если при применении этих зол обеспечиваются заданные показатели качества бетона.
1.2.2. Золы в смеси с портландцементом должны обеспечивать равномерность изменения объема при испытании образцов кипячением в воде, а основные золы III вида - в автоклаве.
1.2.3. Влажность золы должна быть не более 1 % по массе.
1.2.4. Золы-уноса в зависимости от величины суммарной удельной эффективной активности естественных радионуклидов Аэфф применяют:
для производства материалов, изделий и конструкций, применяемых для строительства и реконструкции жилых и общественных зданий при Аэфф до 370 Бк/кг;
для производства материалов, изделий и конструкций, применяемых для строительства производственных зданий и сооружений, а также строительства дорог в пределах территорий населенных пунктов и зон перспективной застройки при Аэфф свыше 370 Бк/кг до 740 Бк/кг.
При необходимости в национальных нормах, действующих на территории государства, величина удельной эффективной активности естественных радионуклидов может быть изменена в пределах норм, указанных выше.
Источник: ГОСТ 25818-91**: Золы-уноса тепловых электростанций для бетонов. Технические условия
Русско-английский словарь нормативно-технической терминологии > характеристики
-
82 преднамеренное преобразование профиля
преднамеренное преобразование профиля
Преобразование профиля, проводимое для измерения в соответствии с установленными требованиями.
Примечание
Например, подавление низкочастотных гармоник в спектре профиля путем фильтрования для выделения коротковолновой части профиля, которая при измерении рассматривается как шероховатость.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > преднамеренное преобразование профиля
-
83 длина трассы ощупывания
длина трассы ощупывания
Полная длина участка поверхности, в пределах которого расположен профиль измеряемой поверхности, ощупанный прибором при измерении.
Длина трассы ощупывания
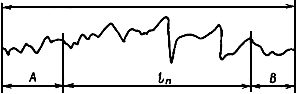
A - длина участка предварительного хода датчика; ln - длина участка измерения; B - длина участка завершающего хода датчика.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > длина трассы ощупывания
-
84 контактный прибор последовательного преобразования профиля
контактный прибор последовательного преобразования профиля
Прибор для измерения параметров шероховатости поверхности профильным методом с последовательным преобразованием информации о профиле при механическом ощупывании измеряемой поверхности щупом.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
- instrument avec contact, à transformation consecutive du profil
Русско-английский словарь нормативно-технической терминологии > контактный прибор последовательного преобразования профиля
-
85 ощупывающая система прибора
ощупывающая система прибора
Узел прибора последовательного преобразования профиля, предназначенный для первичного преобразования информации об измеряемой поверхности, состоящей из датчика и системы его перемещения относительно измеряемой поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > ощупывающая система прибора
-
86 surface integrity
чистота поверхности; шероховатость поверхности ( после электрохимической обработки)Англо-русский словарь промышленной и научной лексики > surface integrity
-
87 бесконтактный прибор одновременного преобразования профиля
бесконтактный прибор одновременного преобразования профиля
Прибор для измерения параметров шероховатости поверхности профильным методом с одновременным преобразованием информации о профиле без механического взаимодействия с измеряемой поверхностью.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
- instrument sans contact, à transformation instantanée du profil
Русско-английский словарь нормативно-технической терминологии > бесконтактный прибор одновременного преобразования профиля
-
88 бесконтактный прибор последовательного преобразования профиля
бесконтактный прибор последовательного преобразования профиля
Прибор для измерения параметров шероховатости поверхности профильным методом с последовательным преобразованием информации о профиле без механического взаимодействия с измеряемой поверхностью.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
- instrument sans contact, à transformation consécutive du profil
Русско-английский словарь нормативно-технической терминологии > бесконтактный прибор последовательного преобразования профиля
-
89 вертикальное увеличение прибора
вертикальное увеличение прибора (Vv)
Масштаб преобразования координат профиля в направлении перемещения щупа, перпендикулярном к поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > вертикальное увеличение прибора
-
90 горизонтальное увеличение прибора
горизонтальное увеличение прибора (Vh)
Масштаб преобразования координат профиля в направлении перемещения щупа вдоль поверхности.
Примечание
Под масштабом преобразования понимают отношение регистрируемой величины к перемещению щупа в соответствующем направлении. Применительно к профилограмме - отношение движения пера или носителя к перемещению щупа в соответствующем направлении.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > горизонтальное увеличение прибора
-
91 идеальный оператор
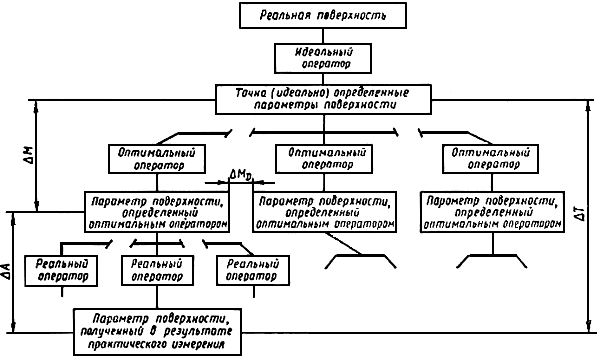
идеальный оператор
Алгоритм или процедура, которые предполагают исходное, теоретически точное определение параметров или характеристик поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > идеальный оператор
-
92 контактный прибор одновременного преобразования профиля
контактный прибор одновременного преобразования профиля
Прибор для измерения параметров шероховатости поверхности профильным методом с одновременным преобразованием информации о профиле при механическом взаимодействии с измеряемой поверхностью.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
- instrument avec contact, à transformation instantanée du profil
Русско-английский словарь нормативно-технической терминологии > контактный прибор одновременного преобразования профиля
-
93 методическая погрешность
методическая погрешность ΔM
Разность между значением параметра поверхности, определенного в соответствии с оптимальным оператором и истинным значением этого же параметра, определенным в соответствии с идеальным оператором.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > методическая погрешность
-
94 модифицированный профиль
модифицированный профиль
Преднамеренно преобразованный профиль, получаемый в результате воздействия фильтрующей системы, применяемой для выделения той части спектра реального профиля, которая должна быть учтена при измерении параметров шероховатости поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > модифицированный профиль
-
95 оптимальный оператор
оптимальный оператор
Алгоритм или процедура, принятые для практического определения параметров или характеристик поверхности с приемлемыми затратами.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > оптимальный оператор
-
96 ощупанный профиль
ощупанный профиль
Преобразованный профиль, представляющий собой геометрическое место положений центра вершины щупа при огибании им реального профиля.
Примечания
1. Для контактного щупа за центр его вершины принимают любую точку рабочей вершины.
2. Для бесконтактного оптического щупа за центр его вершины принимается центр сферы, у которой диаметр равен диаметру сфокусированного пятна на поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > ощупанный профиль
-
97 ощупывающая система прибоpa с независимой опорой
ощупывающая система прибоpa с независимой опорой
Ощупывающая система прибора, в которой датчик не опирается на измеряемую поверхность и перемещается независимо, сохраняя ориентацию постоянной, что достигается путем перемещения датчика по внешней базе, так что измеряемая поверхность не действует на датчик и не оказывает влияния на траекторию его перемещения относительно поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > ощупывающая система прибоpa с независимой опорой
-
98 ощупывающая система прибора с зависимой опорой
ощупывающая система прибора с зависимой опорой
Ощупывающая система прибора, в которой датчик опирается на измеряемую поверхность, так что эта поверхность, действуя на опору датчика, оказывает влияние на траекторию его перемещения относительно поверхности.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > ощупывающая система прибора с зависимой опорой
-
99 погрешность прибора
погрешность прибора ΔA
Разность между значением параметра поверхности, определенным реальным оператором, и значением этого же параметра, определенным оптимальным оператором.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > погрешность прибора
-
100 полная погрешность прибора
полная погрешность прибора T
Разность между значением параметра поверхности, определенным в соответствии с реальным оператором, и истинным значением этого же параметра, определенным в соответствии с идеальным оператором.
Примечание
Такая погрешность включает методическую погрешность и погрешность прибора.
[ ГОСТ 27964-88( СТ СЭВ 6134-87, ИСО 4287/2-84)]Тематики
Обобщающие термины
EN
FR
Русско-английский словарь нормативно-технической терминологии > полная погрешность прибора
См. также в других словарях:
Шероховатость поверхности — Шероховатость поверхности совокупность неровностей поверхности с относительно малыми шагами на базовой длине. Измеряется в микрометрах (мкм). Шероховатость относится к микрогеометрии твёрдого тела и определяет его важнейшие эксплуатационные … Википедия
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ — в машиностроении совокупность микронеровностей обработанной поверхности. Шероховатость поверхности описывается набором параметров, характеризующих среднюю и максимальную высоты неровностей и их ширины, средние расстояния между ними и т. д.… … Большой Энциклопедический словарь
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ — совокупность микронеровностей обработанной поверхности с относительно малыми шагами, расположенными на определённом участке. Значения параметров шероховатости поверхности для различных типов изделий и условий их эксплуатации устанавливаются… … Большая политехническая энциклопедия
шероховатость поверхности — Неровности земной поверхности, создающие турбулентность в прилежащем к поверхности воздушном потоке … Словарь по географии
шероховатость поверхности — Совокупность неровностей поверхности с относительно малыми шагами, выделенная, например, с помощью базовой длины. [ГОСТ 25142 82 (СТ СЭВ 1156 78)] Тематики обработка резанием Обобщающие термины поверхность, профиль и базы отсчета EN surface… … Справочник технического переводчика
Шероховатость поверхности — 76. Шероховатость поверхности По ГОСТ 25142 82 Источник: ГОСТ 15812 87: Древесина клееная слоистая. Термины и определения оригинал документа … Словарь-справочник терминов нормативно-технической документации
шероховатость поверхности — (в машиностроении), совокупность микронеровностей обработанной поверхности. Шероховатость поверхности описывается набором параметров, характеризующих средние и максимальные высоты неровностей и их ширины, средние расстояния между ними и т. д.… … Энциклопедический словарь
Шероховатость поверхности — совокупность неровностей, образующих микрорельеф поверхности детали. Возникает главным образом вследствие пластической деформации поверхностного слоя заготовки при её обработке из за неровностей режущих кромок инструмента, трения,… … Большая советская энциклопедия
ШЕРОХОВАТОСТЬ ПОВЕРХНОСТИ — совокупность неровностей поверхности, образующих рельеф поверхности (рис. Ш 4). Шероховатость поверхности характеризуется следующими параметрами: средним арифметическим отклонением Ra профиля (среднее арифметическое абсолютных значений отклонений … Металлургический словарь
Шероховатость поверхности — Surface roughness Шероховатость поверхности. Микродефекты на текстуре поверхности металла, которые обычно являются результатом воздействия технологического процесса. Обычно говорят о средней арифметической шероховатости выраженной в мкм.… … Словарь металлургических терминов
шероховатость поверхности — paviršiaus šiurkštumas statusas T sritis radioelektronika atitikmenys: angl. surface roughness vok. Oberflächenrauheit, f rus. шероховатость поверхности, f pranc. aspérité de surface, f; rugosité de surface, f … Radioelektronikos terminų žodynas